Ремкомплект ЭКОНОМ-линейки. Материал — КАПРОЛОН. Метод производства — литье. Лучший вариант по цена/качество. Лишь немногим уступает нашим изделиям ПРЕМИУМ-линейки. В паре с…
Меню
Пн - Пт: с 9:00 до 18:00





Ремкомплект ЭКОНОМ-линейки. Материал — КАПРОЛОН. Метод производства — литье. Лучший вариант по цена/качество. Лишь немногим уступает нашим изделиям ПРЕМИУМ-линейки. В паре с…
Антифрикционный пластик на основе Полиформальдегидов. Основной материал для изготовления ремкомплектов на данный момент. Цвет белый или черный. Описание здесь. На…
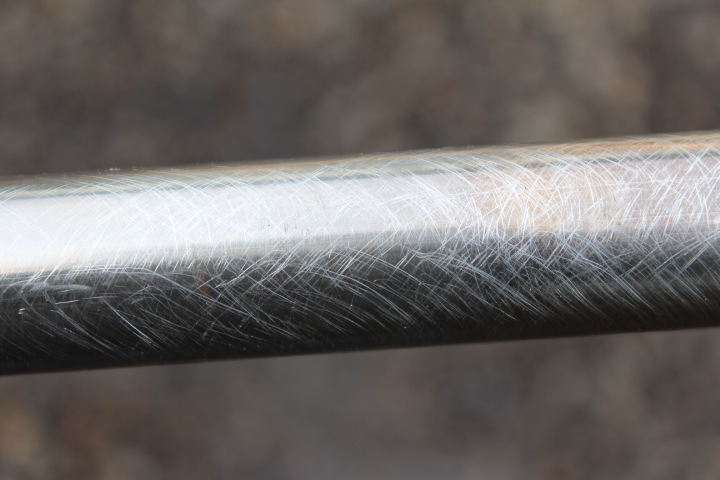
Недаром наш народ считает ремонт рулевых реек гиблым делом. Как бы не была разбита и изношена рейка, пока в неё…
В паре с частично изношенными (б/у) элементами рулевых реек наши втулки работают лучше, чем оригинальные.Не верите? Способ изготовления. Оригинальные втулки…
Если Вы заказываете опорную или поджимную втуку STANDARD, они доходят до Вас в виде заготовок и требуют ОБЯЗАТЕЛЬНОЙ доработки. Добработка…
Случаи, когда после самостоятельного ремонта Вы не получаете ожидаемого результата были, есть и будут!Давайте исправлять ситуацию вместе.Часть первая — что…
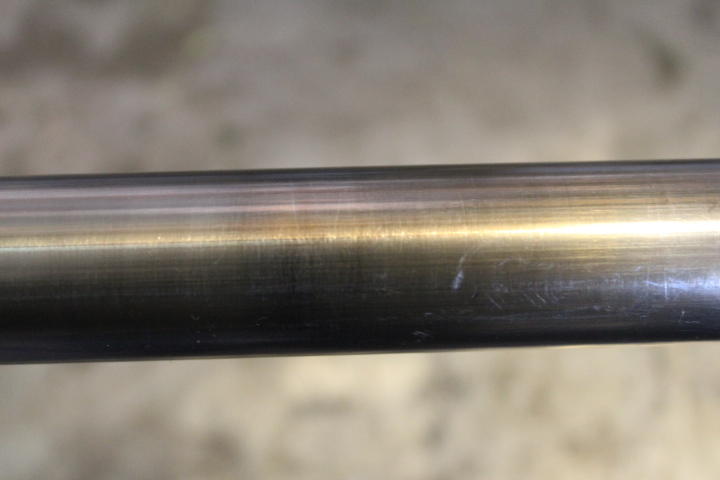
Не лезет куда должно или наоборот.Заменитель игольчатого подшипника.Только запрессованным в корпус рейки заменитель игольчатого подшипника имеет нужные нам размеры! После…
Здесь мы проведем сравнение трех оригинальных опорных втулок (втулки пассажирской стороны рулевой рейки), нашей опорной втулки . Вот оригинальная втулка от Короллы NZE…
Чем мы смазываем рейки с электроусилителем, то есть так называемые «сухие» рейки? Применяем вот такую консистентную смазку. Изначальные требования были…
Часто после ремонта рейки стуки и бряцанье не уходят. Как вариант — они идут из подвески.На первый взгляд, в подвеске…
Кратенько из опыта поэлементно как диагностировать, на что обратить внимание, какие детали ставить.1. Втулки стабилизатора и линки. Открутили стойки стабилизатора…
В гараже. Во дворе. Простые, эффективные и точные методы.Не заводя машины качаем рулем из стороны в сторону. Мелко, с амплитудой…
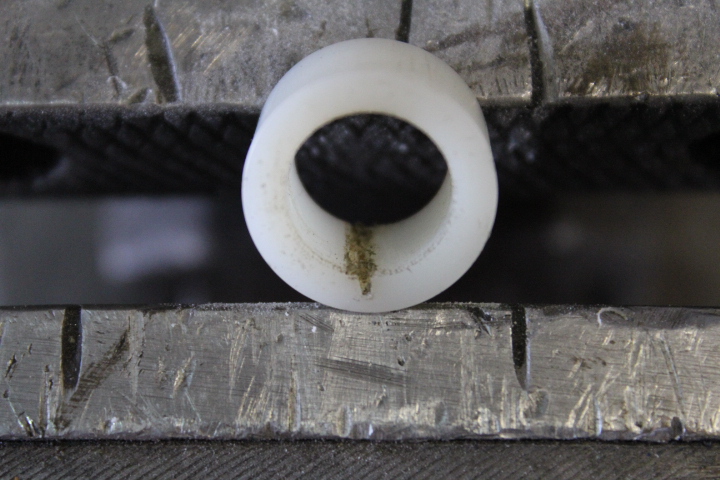
Что такое поджимная втулка?Это деталь рулевой рейки со стороны водителя, которую можно регулировать. Что она делает? Прижимает горизонтальный вал к…
Убираем заблуждения. Опорная втулка горизонтального вала. Расположена со стороны пассажира. Изнашивается, меняет форму и размер. Появляется зазор и стук соответственно….
Для опоры горизонтального вала нужно только две втулки — опорная со стороны пассажира и поджимная со стороны водителя.Этого вполне достаточно…
Оставьте свой номер телефона или email и наш менеджер свяжется с Вами, как только данный товар будет в наличии.
Нажимая кнопку Вы соглашаетесь с условиями политики конфиденциальности.
Наши втулки лучше оригинала, потому что:
— Сделано в России, разработано REIKA.PRO;
— Изготовлены из износостойкого антифрикционного пластика, точным методом точения и фрезерования;
— Конструкция втулок компенсирует износ в рейке;
— Увеличенная опорная поверхность продлевает срок эксплуатации.